

空壓機系統可從四個面向進行分析與規劃(下圖)確保整廠空壓機系統穩定性與生產力。
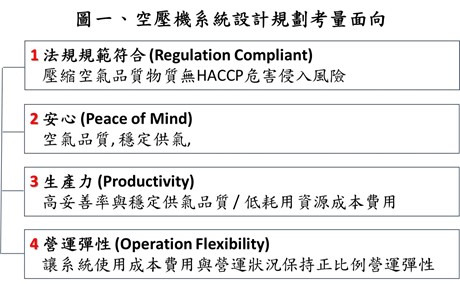
以符合規範層面來看,空壓機系統設備放置的機房環境、供給端、傳輸、需求端整個系統,皆須依當地或國際法規規範/指南進行規劃,以滿足基本法令要求及市場競爭力。如:在台灣須滿足GHP(固態顆粒的風險消弭、有潤滑油須採H1食品級….等)及HACCP或GMP國際規範認證。但銷售到國際大型通路(如:COSTCO或CARRIERFOUR)須符合客戶查廠規範,銷售美國有FSMA要求及查廠,行銷英國有BCAS 102指南,德國則有VDMA為國民把關食品安全。
具體評估須滿足的壓縮空氣品質標準是以直接接觸食材(ISO 8573.1 Class 2.2.1壓縮空氣品質等級)、間接接觸食材(Class 2.2.1)及不會接觸食材(Class 2.4.2)三類,建議採無油式空壓機或有油式空壓機但以H1等級的食品級潤滑油(允許含量<10ppm)。本篇實務銜接前三篇論述規範/指南,將著重在後面三個面向,希望結合成一系列空壓機系統設計規畫完整探討。
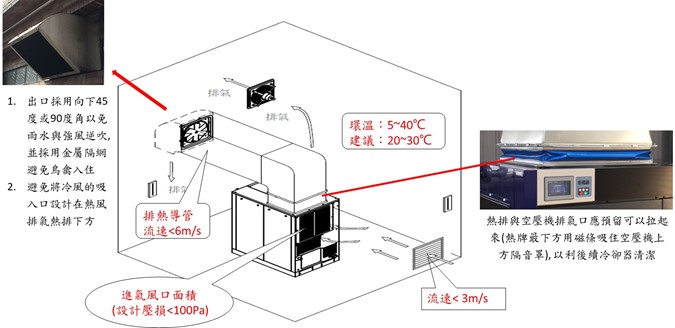
一、空壓機房通風設計:機房環溫每提高3℃能效降1%、縮減耗材與零件壽命並可能因溫度過高跳機…等困擾;規劃初期設備擺放就需考慮動線、適當位置(不靠近酸鹼氣體、發熱源、潑雨點以及油氣吸入…等)及考慮機房通風設計,下圖係通風方式較常見的一種。
二、空壓機房設備配置與選型:空氣有走捷徑特性,配置須考慮先進先出才能讓空氣流動均流,也可讓機器設備平均分擔負荷;圖左為常見不合理配置,通常會建議下圖右配置。
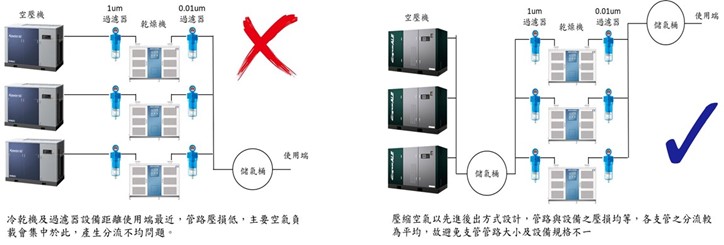
空壓機可依基礎負載及變動負載來選型,採不同或相同馬力數;選型過大會造成起停頻繁或空重車頻繁,損害空壓機電氣元件與轉動部品,並造成能源電費的浪費,實務上經常可見。乾燥過濾裝置則建議選型相同,避免因大小不同而有不同壓降與損失造成分流不均(空氣有低阻力特性)。
三、空壓機系統管徑設計(依不同位置與功能的管路建議管徑):空壓機系統依行業規範要求不同,空壓管、閥件、三通或灣頭的材質選擇與配管方式須滿足行業規範;這邊只針對空壓管管徑建議,確保不產生過大壓降造成能效損失或工程費用過高。
- 分流管&集氣管:分流管&集氣管路設計流速以6m/sec為基準,可使空氣在管路中擾流現象降低,減少壓降,並可平均分流。
- 主管路:壓縮空氣主管路設計流速以8~10m/sec為基準,但需考慮管徑大小及管路總長,以避免管路壓降過高。
- 分歧管路:分歧管路距離不超過25公尺,管路設計流速以15m/sec為基準。
四、空氣桶匹配:空氣桶材質與表面處理(內拋光、EPOXY、酸洗或鍍層)或加工要求須依行業規範要求;我們主要針對配置與容量來考慮。
1) 空氣桶容量:以不低於總流量的15%為基本設計需求,依實際工況可加大;例如50hp螺旋空壓機風量7.1m3/min,我們會建議1m3以上的儲氣桶。
2) 濕空氣桶與乾空氣桶:在空壓機後乾燥機前的空氣桶稱濕桶(儲存、減少脈衝、降溫排水),乾燥機後進入現場系統的空氣桶稱乾桶(儲存、及時供氣緩衝以及搭配均流)。建議濕桶為總容量1/3、乾桶為總容量2/3。
3) 末端緩衝桶:若機器設備使用端運轉工況有瞬間耗氣較多的情況,可依瞬間耗氣量設計末端緩衝桶,以增加製程設備的穩定性。
六、空壓機系統整體配管:避免末端供氣不穩及壓降,一般在預算允許下會建議工廠採環狀配管,並在細節上提供各種建議,維持供氣穩定以及壓縮空氣品質。建議的空壓機系統配置作如下示意圖,空壓管路會盡量讓各分岐管空氣走上方、水走下方的方式,並在排水分岐管的角度稍微向下傾斜1/20~10做傾斜集水排除的功能。

七、壓縮空氣品質需求的差異性處理:相同壓縮空氣品質對個別製程是否影響品質或造成風險危害不同;因此,為合理化配置,許多整體系統以最大公約數設計,而在末端接近使用點處透過乾燥過濾裝置來處理壓縮空氣品質需求差異點。
八、確效驗證點的設計規劃:食品飲料工廠或生技廠可能會依通路廠商或國際規範要求設計氣體品質確效採樣之用;如:左下圖為CDA採樣點; 右下圖為N2採樣點) (各種設計規範要求,CDA主要依ISO 8573.2~9為規範基礎設計)。

瞭解更多 螺旋式/渦卷式空壓機系統在FDA行業應用? 訂閱或到 FDA行業應用部落格 逛逛!
聯絡FDA專人 黃金祥 0937-847981 / simon.huang@nextut-service.com.tw

珍愛我們的故鄉

