HACCP對於風險可能產生危害分成兩個層級,如果屬於低風險但是可能發生的部分希望透過設計方案來避免;如果是屬於極有可能讓風險變成危害時,則必須設置CCP管制點制點控制列入重點標準作業程序SSOP來在於預防或防止物理性、化學性及生物性危害入侵防止。
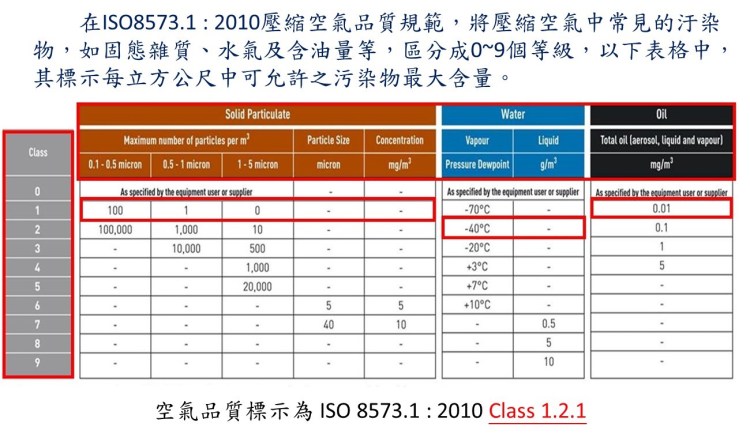
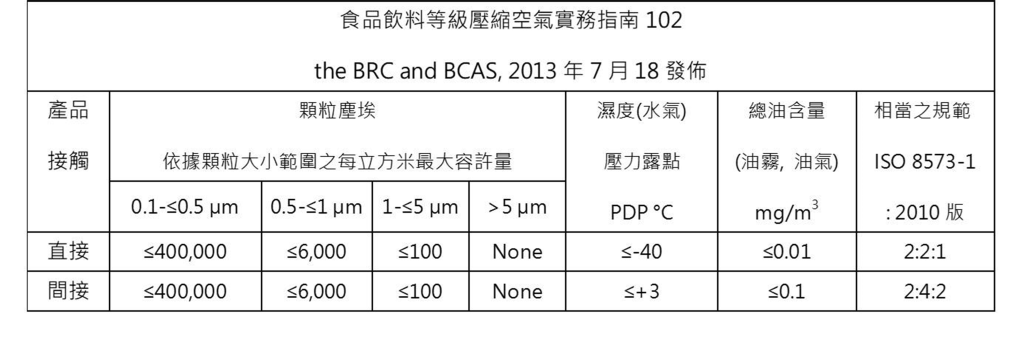
壓縮空氣品質在國際標準主要依據ISO8573-1 (2010年版),包括德國食品與包裝機器協會VDMA也在15329指令說明依據ISO 8573.1至ISO 8573.9來進行實務執行時的標準規範;也包括英國BRC的BCAS 102指南也明確依據HACCP精神與ISO 8573.1來引導業者針對直接接觸(Class 2.2.1壓縮空氣品質等級)、間接接觸(Class 2.2.1壓縮空氣品質等級)及無接觸或間接接觸食材且低風險(Class 2.4.2壓縮空氣品質等級)三種分類,建議採用無油式空壓機或有油式空壓機但是以H1等級的食品級潤滑油 (食材允許含有食品級潤滑油汙染物的標準<10ppm)。
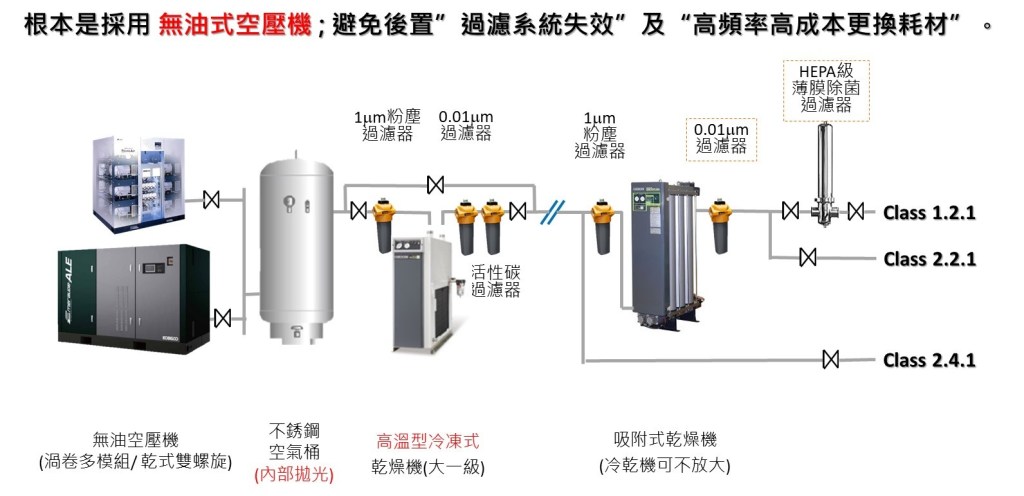
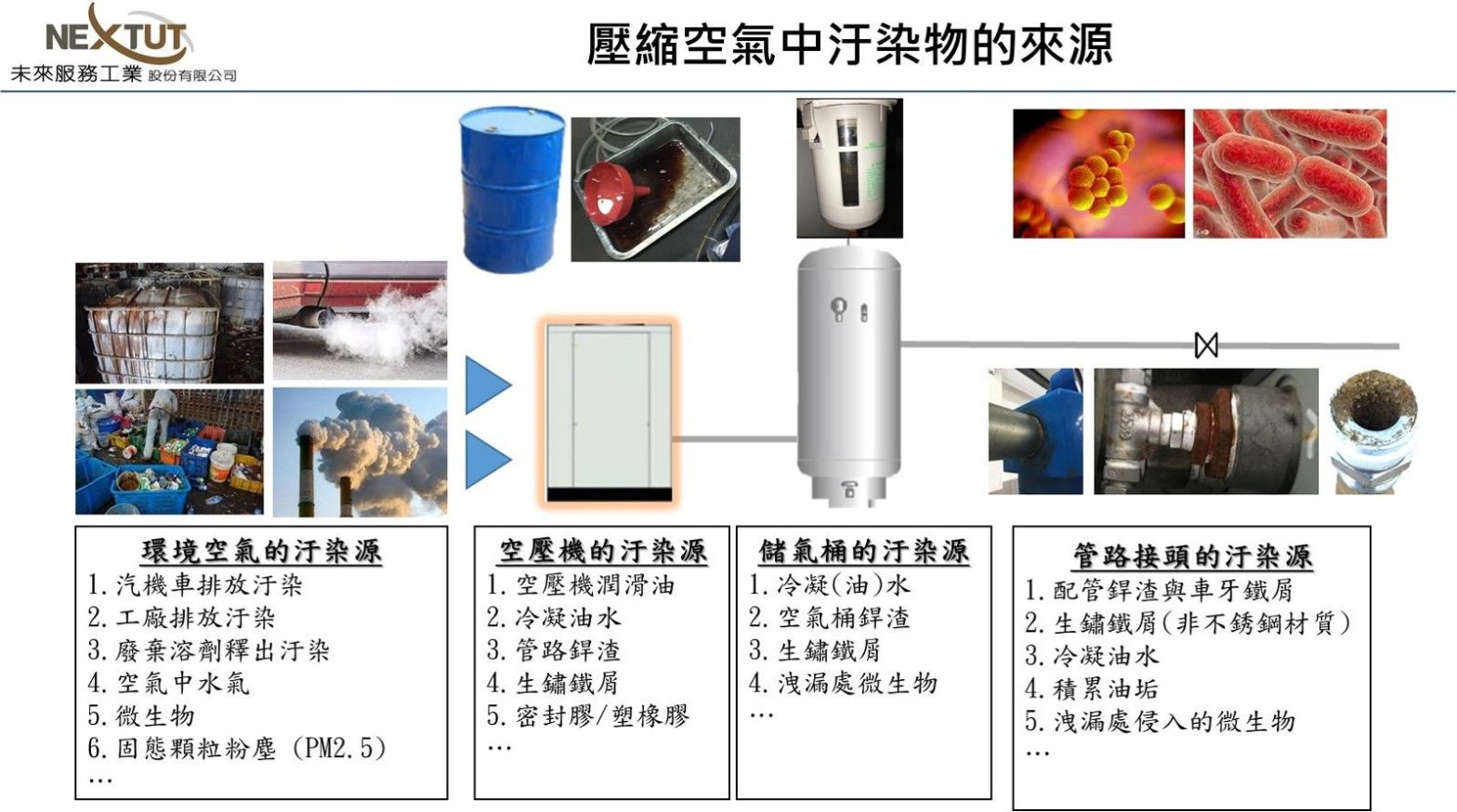
事實上,壓縮空氣中內含潛在汙染物的來源可以大致區分為四大部分(請參考下圖),其中不管是否採用無油式空壓機或有油式空壓機,都是由含有汙染物的環境中吸入空氣進行壓縮的;只是有油式空壓機的潤滑油與零件部品加深汙染食品安全的風險,非不銹鋼空氣桶與管路的鐵屑及洩漏加深影響食品安全污染的來源。

有許多國內外食品飲料工廠相關的權威機構提出的要求或建議指南,各個引導國際食品飲料工廠立符合國內食品衛生管理法GHP或符合國際HACCP的制度者,其中有關於壓縮空氣系統空氣品質的建議指南或要求包括:
- 食品工廠建築及設備設廠標準:
- §7.1.1 機器設備設計:應有使用時可避免潤滑油、金屬碎屑、汙水或其他可能引起
污染之物質混入產品之結構。
- §7.1.2 所有用於食品或食品添加物….可能接觸食品或食品添加物之設備與器具,應
由不會產生或溶出毒素、無臭味或異味、…。
- 台灣食品良好衛生準則 附表三 食品製造業者製程管理及品質管制基準
- §十 食品在製程中,應採取有效措施,防止金屬或其他雜物混入食品中。
- §十四 食品之包裝,應避免產品於儲運及銷售過程中變質或汙染。
- GFSI/SQF Code 2012年第7版:
- 使用於製程的壓縮空氣應該確保潔淨且防止與確保對於食品安全零風險。
- 使用於製程中的壓縮空氣應該定期監測壓縮空氣品質。
- 關於接觸食品部分透過控制壓力露點(壓縮空氣乾燥程度)來抑制微生物的相關要求與指南
- FDA指南:控制與抑制李斯特菌對於即時食品(RTE; Ready-to-Eat)的汙染。
- 3-A標準:規範關於壓縮空氣直接接觸到牛奶或牛奶製品的可接受的實務處理。
- BCAS:section 6 食品等級壓縮空氣建議指南。
- BSI PAS:2008、ISO 22000:2005、IFS Version 6、SQF Code: 2012第7版、FSMA…
國際上針對食品飲料加工工廠會有這些規範,主要是過去發生過的食品安全事件或專家建議的預防機制所建立,主要是避免因為發生食品安全造成消費者的生命與健康的危害。
在分析國內食品安全衛生法規、國際標竿國家的指南建議以及國際潔淨過濾大廠Parker Hannifin的相關文獻;整理出關於食品飲料行業優良製造工廠(GMPs)的相關規範如下表。

工廠營運最基本的是符合相關食品安全法規規定,追求消費者的食品安全至更高層次以及與國際接軌拓展市場。食品飲料行業的GMPs符合是保障消費者食安以及與國際接軌的一種手段,以及將食品安全植入工廠的基因之中。在滿足食品GMP工廠國際規範指南以及成本效益的條件,我們建議可以參考上面的規範指南建議,以ISO 8573.1的Class 2.4.2為工廠壓縮空氣品質建置的基準,然後再使用端依據是否有接觸食材以及雖然沒有接觸食材但是具有高風險的使用點 (use of point) 再提升至ISO 8573.1 Class 2.2.1.的壓縮空氣品質基準、或在內包材的洗潔與充填製程再加裝除菌過濾器達到ISO 8573.1 Class 1.2.1.的等級以滿足無菌的要求(請參考下圖)。

瞭解更多 螺旋式/渦卷式空壓機系統在FDA行業應用? 到 FDA行業應用部落格 逛逛!
聯絡FDA專人 黃金祥 0937-847981 / simon.huang@nextut-service.com.tw

珍愛我們的故鄉