核心摘要 (Key Insights)
本指南旨在探討食品、飲料及科研實驗室在 HACCP 與 ISO 22000 架構下,如何透過 ISO 8573-1 國際標準落實壓縮空氣的安全管理。特別強調日本岩田 (Anest Iwata) 無油渦卷式技術在消除物理、化學及生物性危害中的關鍵角色,並提供氮氣產生機所需的超高潔淨氣源方案。
一、壓縮空氣在 HACCP 與 SSOP 中的風險管理
在食品安全管理體系中,壓縮空氣被視為「直接」或「間接」接觸食品的媒介。依據風險等級,管理邏輯如下:
標準衛生作業程序 (SSOP): 納入日常監控,防止物理(粉塵)、化學(油氣/異味)及生物性(微生物/水分)危害入侵。
預防設計 (Prevention by Design): 針對低風險但有發生可能的污染,透過硬體設計(如:無油渦卷式結構)從源頭避免油污染。
關鍵控制點 (CCP): 當壓縮空氣直接接觸產品且風險極高時,必須設置 CCP。
二、國際標準與法規遵循 (Compliance Matrix)
以下整理國際主流規範:
| 規範組織 / 標準編號 | 關鍵要求與指導方針 | 壓縮空氣品質建議 (ISO 8573-1) |
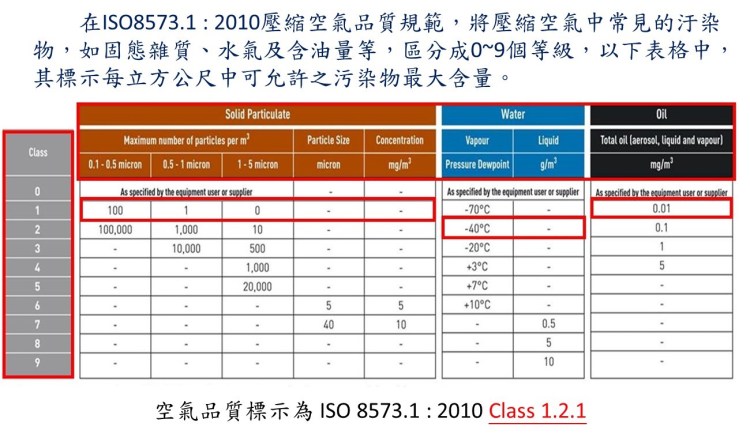
| ISO 8573-1:2010 | 全球壓縮空氣品質分級基準 (固體顆粒、水分、油分) | 關鍵點建議達到 Class 0 (Total Oil-free) |
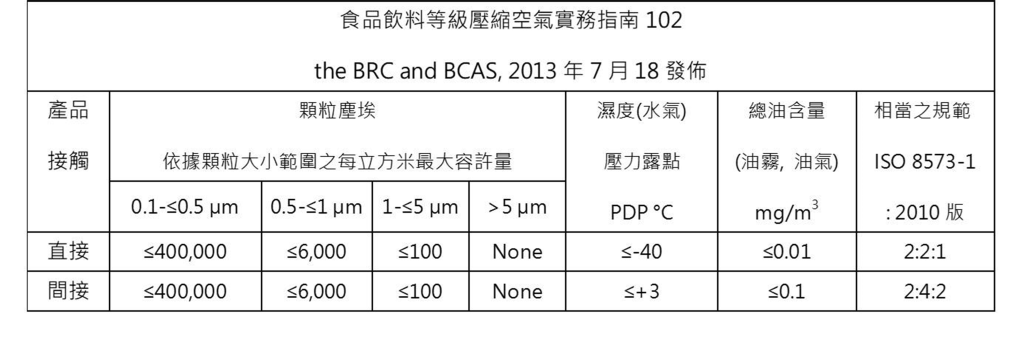
| BCAS 102 (英國) | 區分直接接觸、間接接觸與無接觸風險 | 直接/間接接觸:Class 2.2.1 |
| VDMA 15329 (德國) | 食品與包裝機械的壓縮空氣執行指令 | 依據實務需求對應 ISO 8573 1~9 部份 |
| GFSI / SQF Code | 第7版以後要求定期監測壓縮空氣品質 | 確保對食品安全零風險 |
| FDA / 3-A 標準 | 針對 RTE 食品(李斯特菌控制)與乳製品規範 | 要求抑制微生物生長(控制壓力露點) |
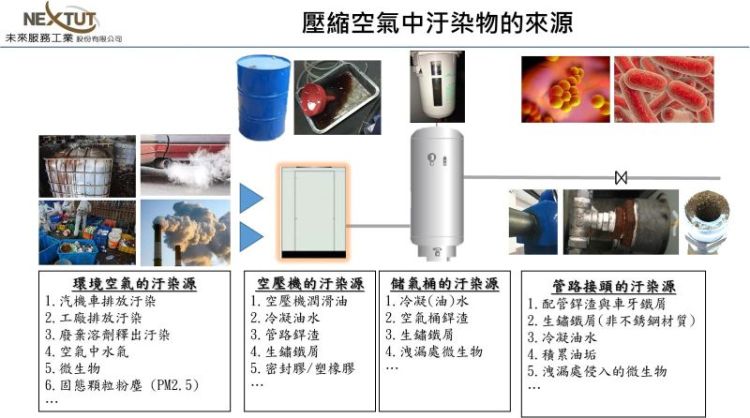
三、壓縮空氣四大污染源分析
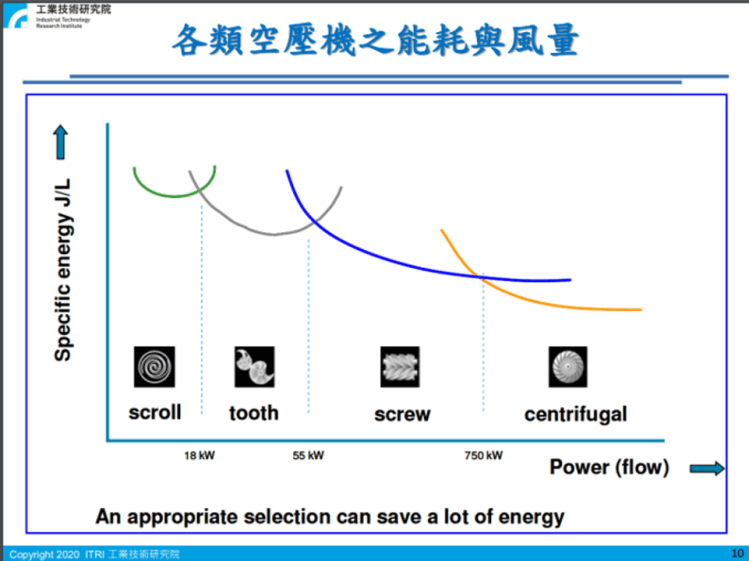
不論是無油或有油空壓機,均面臨以下四大挑戰,但日本岩田無油渦卷機能顯著降低後兩者的風險:
系統積水: 若乾燥處理不足,水分將成為細菌溫床。
大氣環境: 吸入空氣中的粉塵、微生物及環境碳氫化合物。
儲存與管路: 非不銹鋼氣桶產生的鐵屑、管路冷凝水造成的微生物滋生。
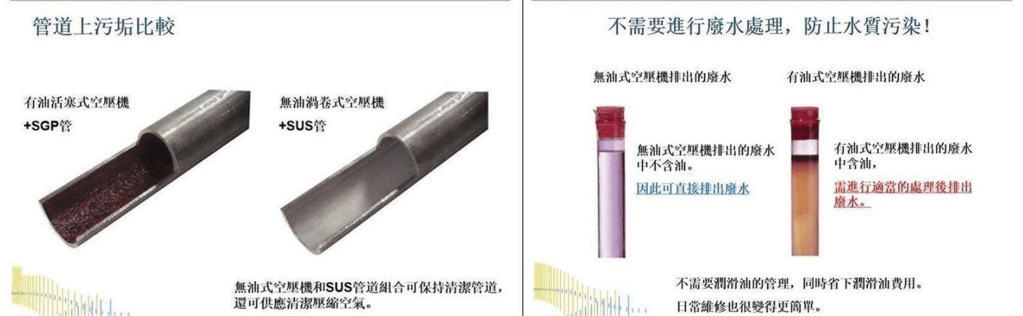
壓縮機殘油 (關鍵風險): 傳統有油機即便使用 H1 食品級潤滑油(允許含油量 < 10ppm),仍存在洩露風險。
四、為何科研與食安實驗室首選「日本岩田無油渦卷技術」?
1. 絕對無油 (Certified Class 0)
日本岩田 (Anest Iwata) 渦卷式空壓機採用完全無油的壓縮腔設計。與「有油機加裝過濾器」不同,它能從物理結構上排除油污染風險,不僅符合 ISO 8573-1 Class 0,更能避免因過濾器失效導致的整批產品退貨。
2. 高穩定性的氮氣產生機氣源
科研實驗室常用氮氣進行樣品前處理或包裝充氮。氮氣產生機 (N2 Generator) 的分子篩非常脆弱,若氣源含有油霧,會迅速導致分子篩中毒失效。岩田無油渦卷機提供的乾燥、無油空氣,是延長氮氣機壽命的標配。
3. 超低噪音與震動
對於研發實驗室與精密檢驗環境,岩田渦卷機的低噪音特性(通常低於 50-60 dB)能直接安裝於實驗室內,減少管路配置成本與壓降風險。
五、實務建置建議:分級管理策略
為了兼顧「合規性」與「經濟效益」,建議採取以下階梯式配置:
- 基礎廠務端 (Utility): 建議以 ISO 8573-1 Class 2.4.2 為基準,確保全廠用氣的基本潔淨。
- 高風險/直接接觸點 (Point of Use): 提升至 Class 2.2.1。採用日本岩田無油渦卷機作為核心。
- 無菌充填/包材清洗: 在末端加裝除菌過濾器,達到 Class 1.2.1 等級,徹底阻絕微生物。

總結: 在當前全球供應鏈對食安要求近乎苛刻的背景下,使用「食品級潤滑油」僅是及格線,「源頭無油 (Class 0)」 才是真正將食安植入工廠基因、與國際標準接軌的技術路徑。日本岩田的無油渦卷技術正是實踐此目標的最優解。
瞭解更多日本岩田ANEST IWATA 無油渦卷式空壓機系統在科研實驗室應用? 歡迎到 科研實驗室空壓機系統 專業網站 看看!
聯絡實驗室空壓機系統專人 黃金祥 0937-847981 / simon.huang@nextut-service.com.tw

珍愛我們的故鄉