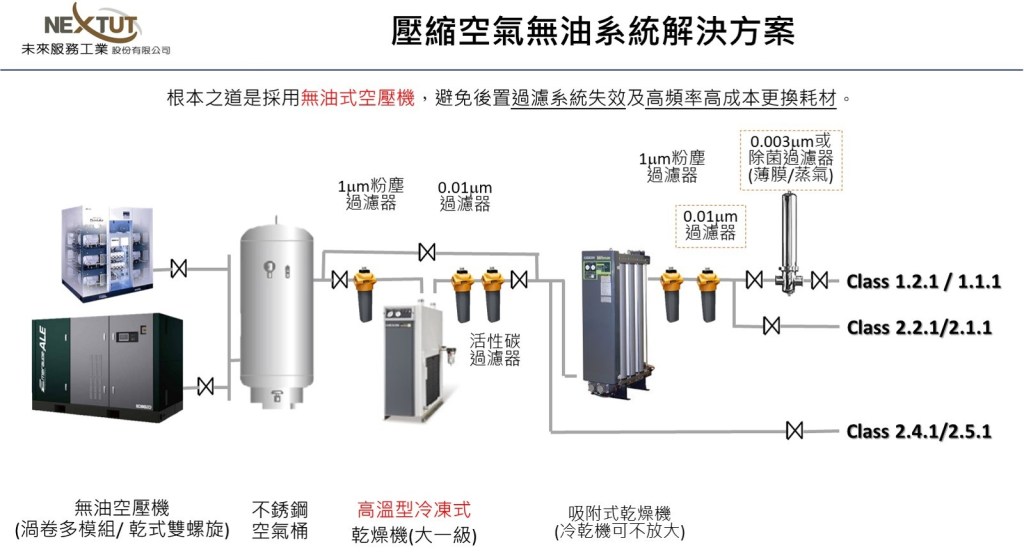
前言:高精度科研對空氣品質與穩定性的要求
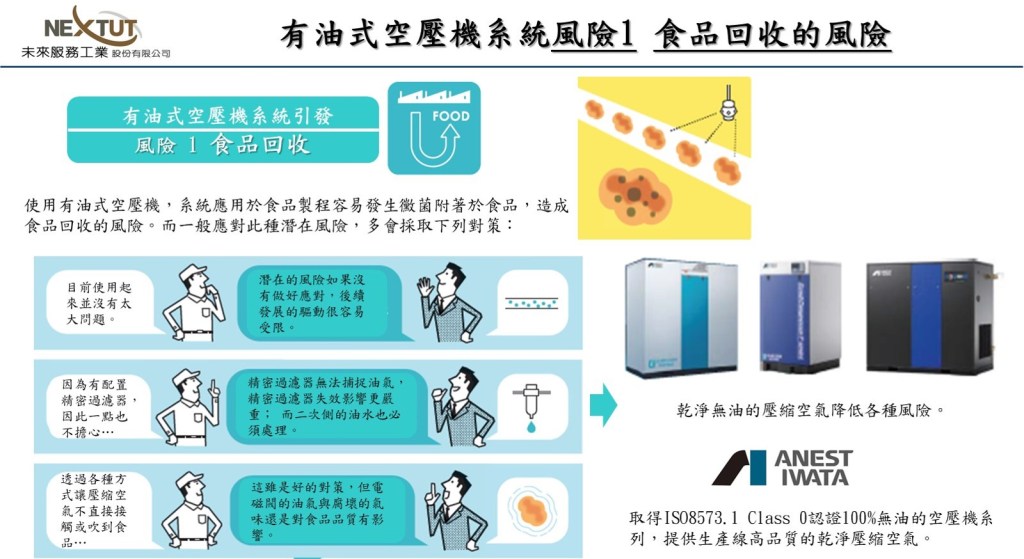
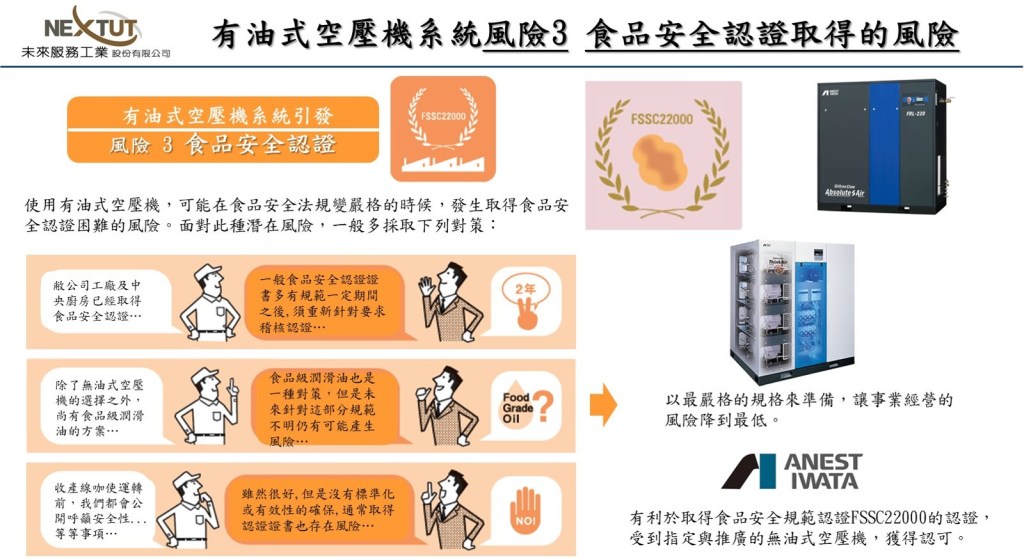
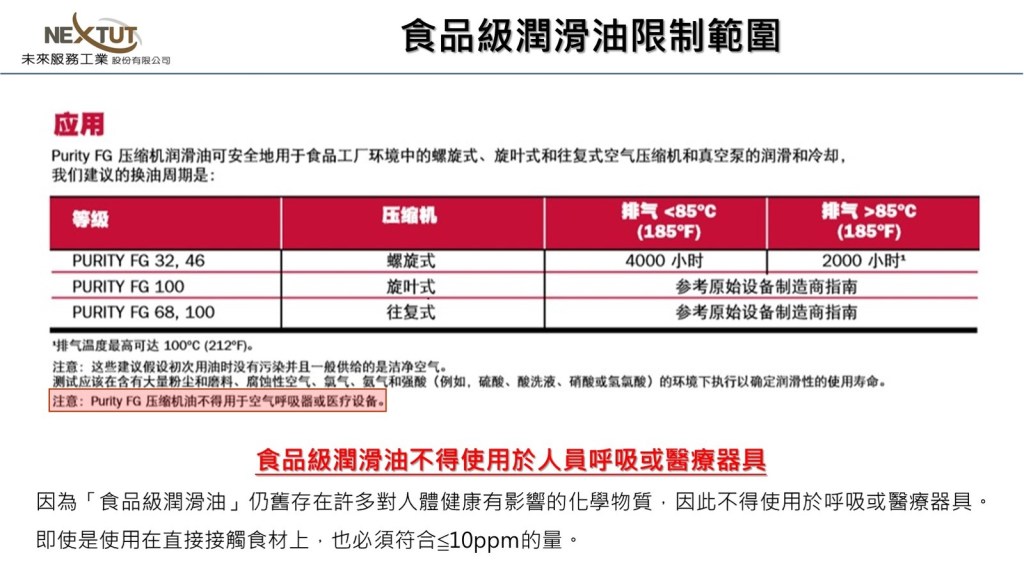
在生醫製藥、食品安全檢測及化學研究領域,空氣品質必須符合 ISO 8573-1 Class 0 無油標準。除了純淨度,空壓機機體的「運轉壽命」與「性能衰減」直接影響實驗室的運作連續性與總持有成本(TCO)。
一、中型無油空壓機市場概況
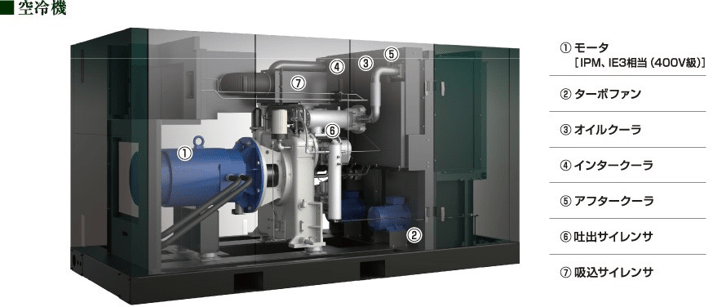
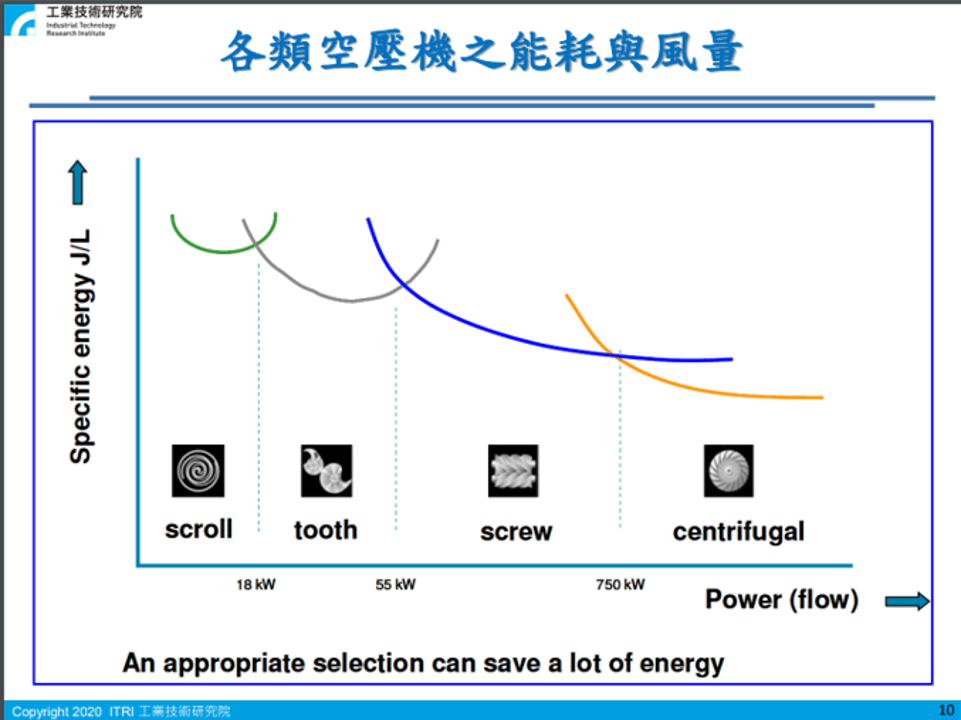
中型無油空氣壓縮機(馬力介於 30hp 至 300hp,特定機型如 KOBELCO 可達 535hp)是科研中心、半導體廠辦與生技製藥廠的核心動力源。不同機構型式的設計壽命差異顯著:
| 機構型式 / 品牌等級 | 預計運轉壽命 (小時) | 備註 |
| 一般級渦卷式 (國產/大陸) | 12,000 ~ 20,000 (4~6年) | 適用於低頻率、一般工業用途 |
| 無油水潤滑螺旋式 (一般級) | 20,000 ~ 25,000 (4~5年) | 需嚴格控管潤滑水質 (RO) |
| ANEST IWATA 日本岩田單模組無油渦卷式 | 30,000 (8~12年左右更換機體) | 多模組備援設計,實際整機壽命跨距更長 |
| ANEST IWATA 日本岩田多模組無油渦卷式 | 30,000 (10~15年左右更換機體) | |
| 日本三井無油水潤滑螺旋式 | 40,000 ~ 48,000 (5~8年) | 技術成熟,穩定性高 |
| 歐美日乾式無油雙段螺旋式 | 40,000 ~ 48,000 (第一段6年/第二段4年) | 業界大型標準,需定期整機更換 |
| KOBELCO 日本神鋼乾式無油雙段螺旋式 | 48,000 ~ 72,000(第一段9年/第二段6年) | 化工與鋼鐵行業 |
二、為什麼日本品牌在科研領域具備領先優勢?
1. ANEST IWATA(日本岩田):多模組均等磨潤設計
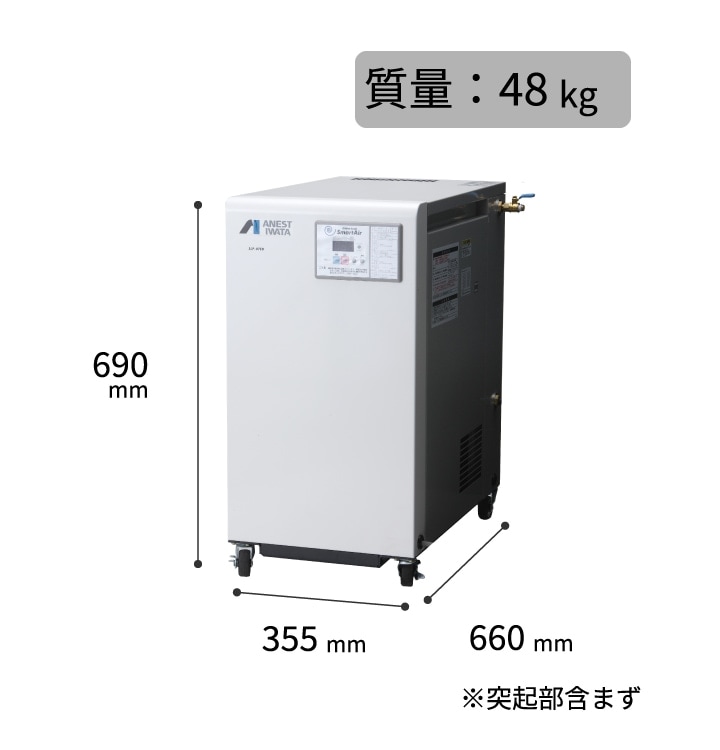
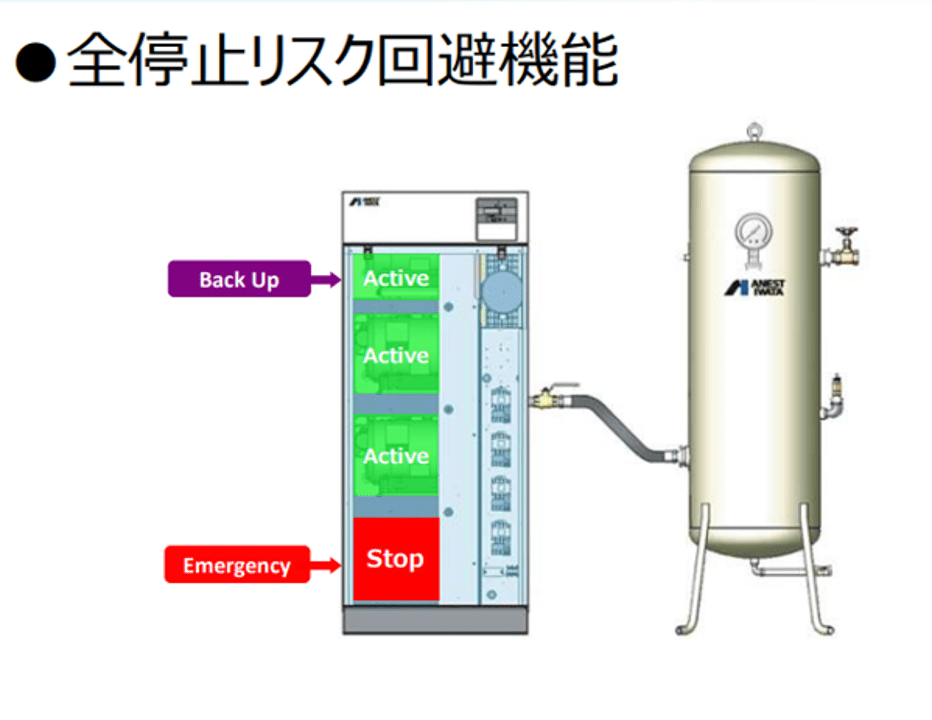
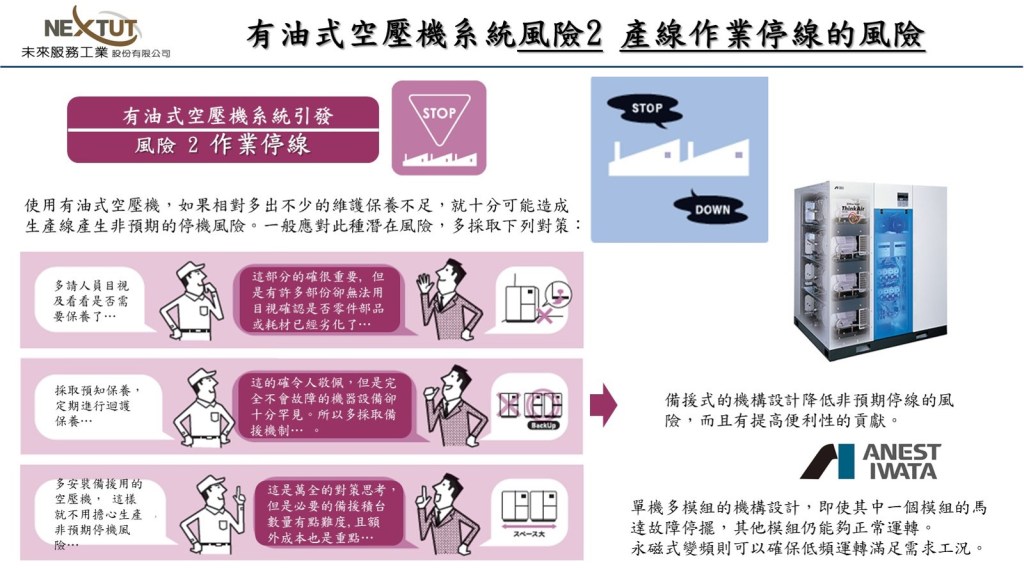
對於實驗室而言,設備停機是最大的風險。日本岩田無油渦卷式空壓機 (1~40HP開始是優勢機型) 採用多模組架構:
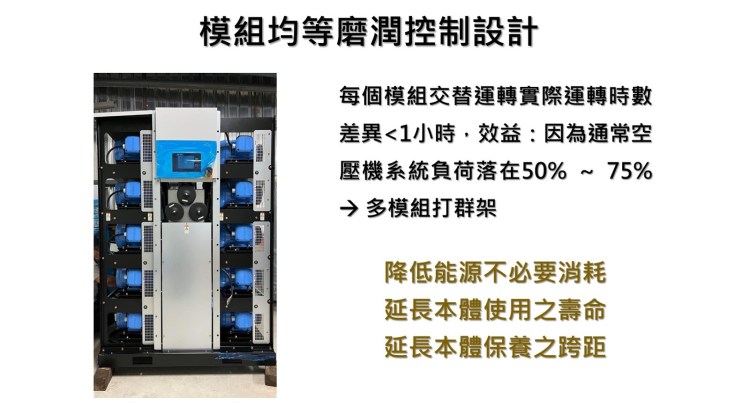
- 均等磨潤技術:透過智慧控制令各模組交替運轉,運轉時數差異控制在 1 小時內。
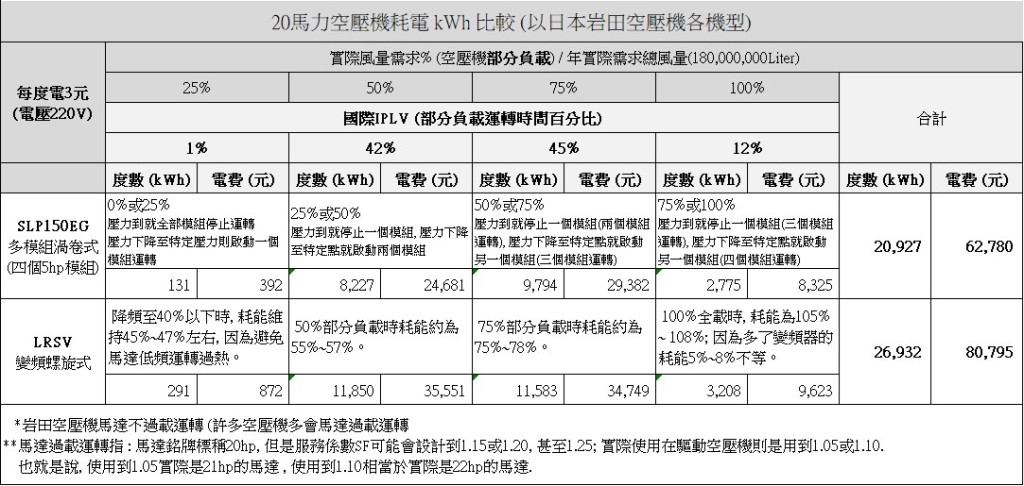
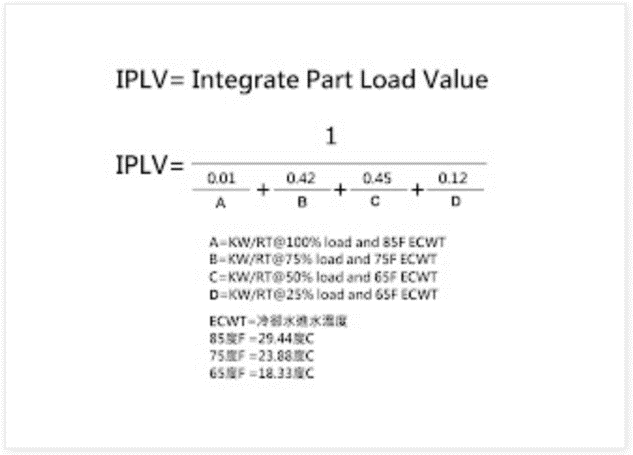
- 跨距時間拉長:依據 IPLV (部分負載效率) 分析,模組越多,整機達到大保養基準點的實際日曆時間就越長。
- 不間斷供氣:單一模組保養時,其餘模組仍可維持運作,確保實驗室不斷氣。
2. KOBELCO(日本神鋼):材料科學帶來的極限壽命
神鋼空壓機 (50HP以上開始是優勢機型) 的耐久性源於對細節的極致追求:
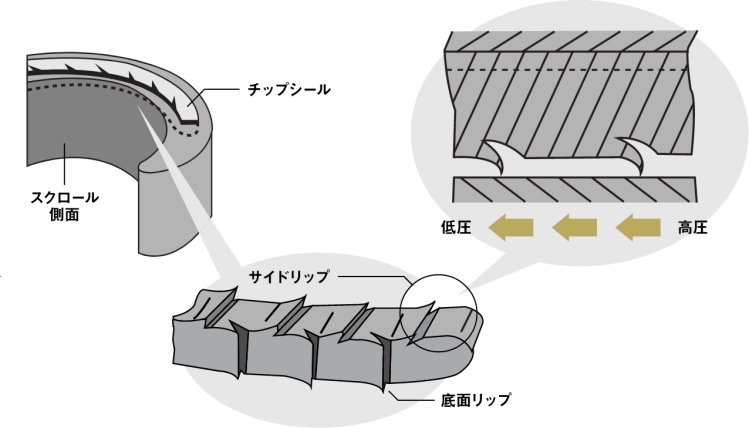
- 專利不鏽鋼轉子:二段轉子採用特殊不鏽鋼材質與專利鍍層,確保在嚴苛工況下不生鏽、不剝落,維持最小間隙。
- 長效機體壽命:第二段機體壽命達 48,000 小時(約 6 年),第一段更可達 72,000 小時(約 9 年)。
- 低震動、低噪音:採用高強力耐久軸承與精密機殼匹配,符合研究環境對安靜的要求。
日本神鋼機體耐久的主要原因在於材料、轉子、機體與整機的個別技術與高度整合設計技術。二段轉子採用神鋼特殊不銹鋼材質及鍍層技術確保最適間隙與最小運轉應力變形;並可以確保鍍層不剝落及轉子不生鏽 (下圖)。

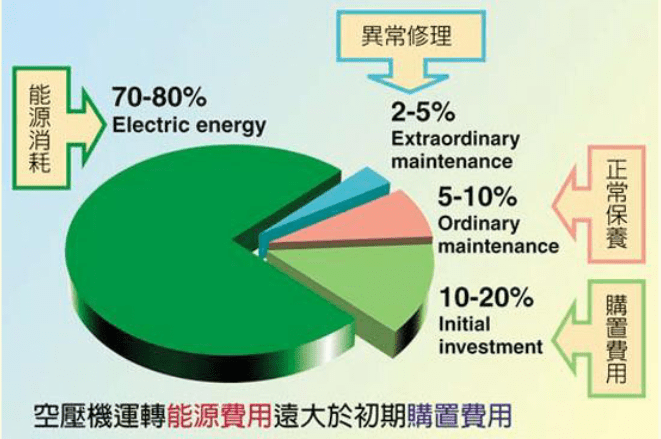
三、關鍵觀念:大保養 (Overhaul) vs. 效能衰減
業界常以「更換軸承、軸封」的簡易大保養來替代「更換新機體」。然而,實驗數據顯示:
- 效率衰減:舊機體大保養後,常見效率衰減達 30% 以上,長期電費成本驚人。
- 成本效益:大保養費用通常達新機體的 50%~60%。
- 專家建議:針對科研機構,應優先考慮「更換整組新機體」,以確保供氣效率與長期的電力節能保證。
📋 專家附註與建議
- 環境因素:空壓機機體壽命受環境溫度、冷卻水水質影響甚鉅。實驗室應安裝於通風良好且溫度受控的環境中。
- 水潤滑注意事項:若使用水潤滑機型,必須配置專屬 RO 逆滲透系統 監控潤滑水質,避免機體內腔結垢導致壽命縮短。
- 零風險方案:建議科研機構參考 GoUseAir (Air as a Service) 訂閱模式,將設備維護與壽命風險轉由 NextUT(未來服務工業) 專業團隊承擔。
瞭解更多日本岩田ANEST IWATA無油空壓機系統在科研實驗室與生醫製藥行業應用? 到 科研實驗室空壓機系統 專業網站逛逛!
聯絡實驗室業務技術專人 黃金祥 0937-847981 / simon.huang@nextut-service.com.tw 洽詢

珍愛我們的故鄉